
چاپ سهبعدی یکی از مهمترین فناوریهای روز است که در صنایع مختلفی مانند مهندسی، معماری، پزشکی و حتی هنر استفاده میشود. پرینترهای FDM خانگی (Fused Deposition Modeling) به دلیل قیمت مناسب و دسترسی آسان، طرفداران زیادی دارند.
اما کیفیت پرینت سهبعدی یکی از چالشهای بزرگ است که کاربران خانگی با آن روبهرو هستند. بسیاری از مشکلات رایج مانند لایههای ناصاف، تابخوردگی و نچسبیدن به بستر ممکن است نتیجه تنظیمات نادرست یا انتخاب نادرست مواد اولیه باشد.
خوشبختانه، با چند تغییر ساده و کمهزینه در تنظیمات پرینتر و فرآیند چاپ، میتوان کیفیت نهایی قطعات چاپشده را بهبود بخشید. در این مقاله، به بررسی ۱۰ تکنیک کمهزینه و کاربردی خواهیم پرداخت که میتوانند کیفیت چاپ سهبعدی با پرینترهای FDM خانگی را به طور چشمگیری افزایش دهند.
برای بررسی بیشتر کلیک کنید: پرینت سه بعدی FDM
چرا کیفیت چاپ در پرینترهای FDM خانگی اهمیت دارد؟
پرینترهای FDM یکی از سادهترین و در عین حال پرکاربردترین پرینترهای سهبعدی هستند که برای استفاده خانگی و DIY بسیار مناسب هستند. این پرینترها بهطور کلی برای تولید قطعات صنعتی و مدلهای مهندسی طراحی شدهاند، اما کیفیت نهایی چاپ، به میزان زیادی بستگی به تنظیمات پرینتر و فیلامنت مورد استفاده دارد.
این که شما از یک پرینتر FDM خانگی استفاده میکنید، به این معنی نیست که نباید به دقت در تنظیمات توجه کنید. یکی از راههایی که میتواند کیفیت چاپ سهبعدی را بهبود دهد، استفاده از فیلامنتهای مناسب، دمای درست، و تنظیمات دقیق پرینتر است.
در این مقاله، به شما نشان خواهیم داد که چگونه میتوانید با استفاده از ۱۰ تکنیک کمهزینه کیفیت پرینت سهبعدی خود را به سطح بالاتری ببرید.
برای بررسی بیشتر کلیک کنید: خدمات پرینت سه بعدی SLS
تکنیکهای کمهزینه برای بهبود کیفیت چاپ سهبعدی با پرینتر FDM خانگی
۱. انتخاب فیلامنت مناسب
یکی از مهمترین عواملی که بر کیفیت چاپ تأثیر میگذارد، انتخاب فیلامنت مناسب است. فیلامنتهای ارزانقیمت و بیکیفیت ممکن است باعث مشکلاتی مانند لایههای ناصاف، ترکخوردگی و از دست رفتن دقت ابعادی شوند.
📌 پیشنهاد:
برای به دست آوردن کیفیت بهتر، از فیلامنتهای PLA با کیفیت استفاده کنید. این فیلامنت نه تنها برای چاپ قطعات تزئینی عالی است، بلکه سهولت چاپ و پایداری عالی دارد.
اگر نیاز به قطعات مقاومتر دارید، از فیلامنت PETG استفاده کنید. PETG مقاومت بیشتری در برابر ضربه و گرما دارد.
۲. تنظیم دمای نازل و بستر (Bed Temperature)
یکی از مهمترین تنظیمات که باید به دقت تنظیم شود، دمای نازل و دمای بستر است. تنظیم دمای نازل به فیلامنتی که استفاده میکنید بستگی دارد.
📌 پیشنهاد:
PLA: دمای نازل بین ۱۹۵ تا ۲۱۰ درجه سانتیگراد و دمای بستر بین ۵۰ تا ۶۰ درجه سانتیگراد.
ABS: دمای نازل باید ۲۳۰ تا ۲۴۰ درجه سانتیگراد و دمای بستر ۸۰ تا ۱۱۰ درجه سانتیگراد باشد.
این تنظیمات به جلوگیری از چسبیدن غیرطبیعی و تابخوردگی کمک میکند.
۳. کاهش ارتفاع لایه (Layer Height)
ارتفاع لایه یکی از پارامترهای کلیدی است که بر کیفیت چاپ تأثیر دارد. هر چه ارتفاع لایه کمتر باشد، دقت چاپ بیشتر خواهد بود، اما زمان چاپ افزایش مییابد.
📏 پیشنهاد:
برای چاپهای دقیقتر و قطعات مهندسی از ارتفاع لایه ۰.۱ میلیمتر استفاده کنید.
برای چاپهای آزمایشی یا تزئینی که نیاز به دقت بالایی ندارند، از ارتفاع لایه ۰.۲ میلیمتر استفاده کنید.
۴. استفاده از فن خنککننده
در چاپ قطعاتی که از فیلامنتهای حساس به حرارت مانند PLA استفاده میکنند، فن خنککننده میتواند به بهبود کیفیت سطح چاپ کمک کند. فن باعث میشود که لایهها بهطور یکنواخت و سریع سرد شوند.
📌 پیشنهاد:
در هنگام پرینت PLA، فن خنککننده را فعال کنید. برای فیلامنتهای ABS که نیاز به زمان سرد شدن بیشتری دارند، بهتر است از فن استفاده نکنید.
۵. تنظیم سرعت چاپ (Print Speed)
سرعت چاپ یکی دیگر از عواملی است که باید تنظیم شود تا به کیفیت مطلوب برسید. سرعت زیاد ممکن است منجر به لایههای ناصاف و حالتهای بریدهشده شود.
📌 پیشنهاد:
سرعت چاپ را روی ۴۰ تا ۶۰ میلیمتر در ثانیه تنظیم کنید. این سرعت برای چاپ قطعات دقیق و مقاوم کافی است. برای قطعات تزئینی که نیاز به دقت بیشتری دارند، میتوانید سرعت چاپ را کاهش دهید.
۶. کالیبره کردن پرینتر
برای اطمینان از چسبندگی دقیق لایهها و جلوگیری از مشکلات رایج مانند جابجایی لایهها، کالیبرهکردن پرینتر ضروری است. کالیبراسیون دقیق باعث میشود که پرینتر همیشه فاصله نازل از بستر را به درستی حفظ کند.
📌 پیشنهاد:
قبل از هر پرینت، از کالیبرهکردن پرینتر خود اطمینان حاصل کنید. میتوانید از صفحه کالیبراسیون یا ابزارهای دیجیتال استفاده کنید تا این فرآیند را دقیقتر انجام دهید.
۷. استفاده از Brim و Raft
اگر در پرینت قطعاتی که سطح تماس کمی با بستر دارند، مشکل چسبندگی دارید، میتوانید از Brim یا Raft استفاده کنید.
📌 پیشنهاد:
برای چاپهای با سطح کم از Brim استفاده کنید. این ویژگی به قطعه کمک میکند که از لبهها بلند نشود.
برای قطعاتی که نیاز به استحکام بیشتر دارند، از Raft استفاده کنید.
تکنیکهای پیشرفته برای بهبود کیفیت چاپ سهبعدی
در ادامه، به تکنیکهای پیشرفتهتری میپردازیم که میتوانند کیفیت چاپ سهبعدی شما را به سطح حرفهایتری برسانند. این تکنیکها نیاز به تنظیمات دقیقتر و توجه بیشتری به جزئیات دارند.
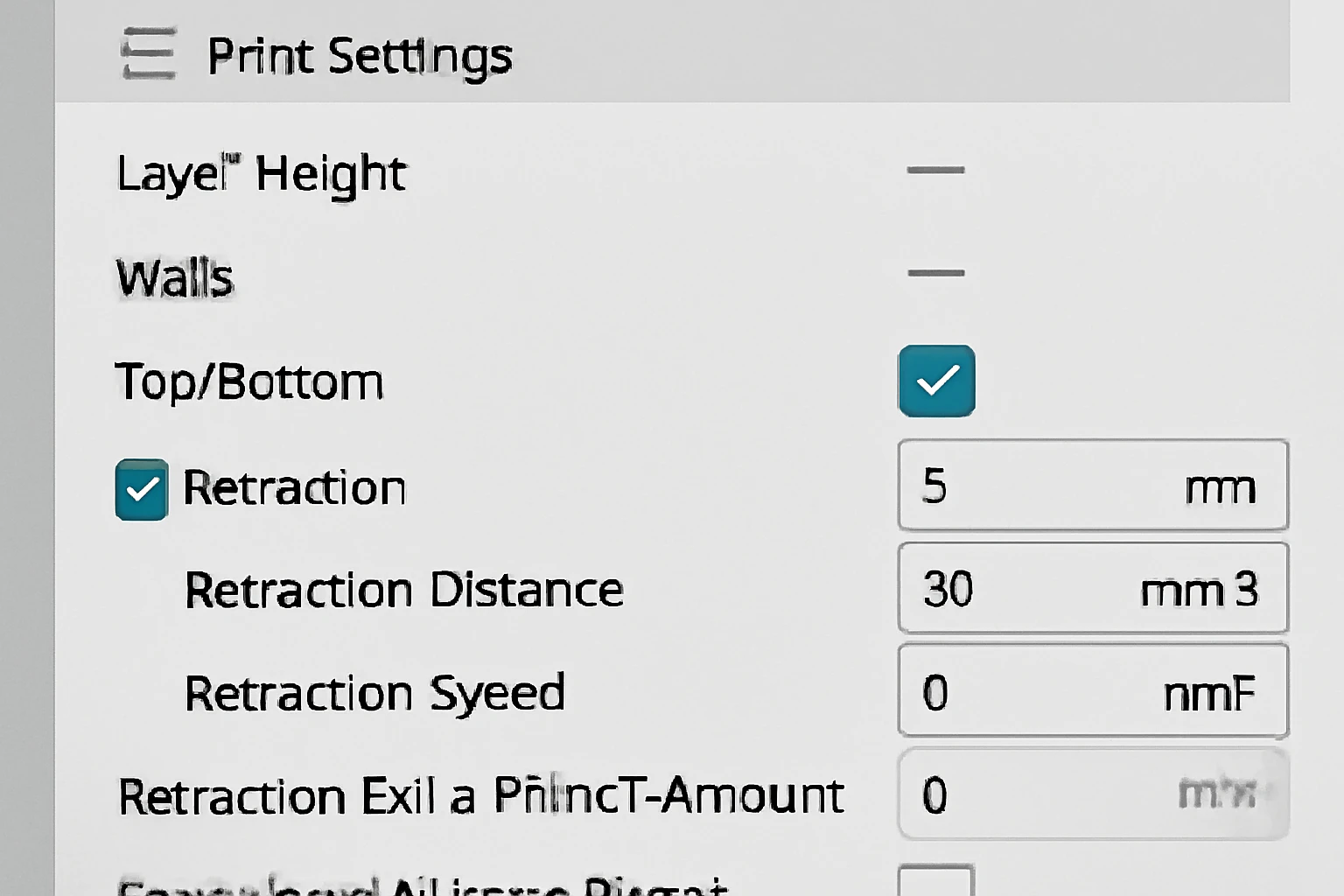
۸. تنظیمات ریترکشن (Retraction Settings)
یکی از مشکلات رایج در چاپ سهبعدی نشت فیلامنت یا کشش نامناسب فیلامنت در هنگام حرکت پرینتر است که به آن stringing یا oozing گفته میشود. تنظیمات ریترکشن به شما کمک میکند تا این مشکل را برطرف کنید.
📌 پیشنهاد:
برای کاهش این مشکل، میتوانید از تنظیمات retraction distance و retraction speed استفاده کنید. بهطور معمول، برای پرینترهای FDM خانگی، باید retraction distance را روی 4-6 میلیمتر تنظیم کنید و retraction speed را روی 25-40 میلیمتر در ثانیه.
۹. استفاده از Dual Extrusion (چاپ با دو اکسترودر)
در پرینترهای FDM خانگی که از دبل اکستروژن پشتیبانی میکنند، شما میتوانید از دو فیلامنت مختلف برای چاپ قطعه استفاده کنید. این ویژگی به شما این امکان را میدهد که فیلامنتهای پشتیبان (مثلاً PVA) را برای چاپ قطعات پیچیده و فیلامنتهای اصلی (مانند PLA یا ABS) برای قطعات اصلی استفاده کنید.
📌 پیشنهاد:
از فیلامنت PVA برای ایجاد پشتیبانهایی استفاده کنید که در نهایت میتوانید آنها را با آب حل کنید. این روش بسیار مفید برای چاپ قطعات پیچیده با هندسههای غیرمعمول است.
۱۰. کنترل دما و تهویه محیطی
دمای محیط و سیستم تهویه میتواند بر کیفیت چاپ سهبعدی شما تأثیر زیادی داشته باشد. بهویژه زمانی که از فیلامنتهای حساس به دما مانند ABS استفاده میکنید، تنظیمات دما باید دقیق باشد تا از تابخوردگی و خراب شدن لایهها جلوگیری شود.
📌 پیشنهاد:
در صورتی که پرینتر شما محفظه حرارتی ندارد، از پوشش پلاستیکی یا کاور برای پرینتر خود استفاده کنید. این کار به حفظ دمای محیط کمک میکند و از مشکلاتی مثل جذب رطوبت و تغییر دما در محیط جلوگیری میکند.
۱۱. تنظیمات سرعت چاپ (Print Speed) با توجه به نوع فیلامنت
سرعت چاپ برای فیلامنتهای مختلف باید تنظیم شود. سرعت بالاتر ممکن است باعث پایداری کمتر لایهها و کیفیت سطح پایینتر شود. برای فیلامنتهای مقاومتر مانند ABS، سرعت چاپ باید کمتر از فیلامنتهای نرمتری مانند PLA باشد.
📌 پیشنهاد:
برای PLA میتوانید سرعت چاپ را روی 60-80 میلیمتر در ثانیه تنظیم کنید، در حالی که برای ABS باید سرعت را به 30-50 میلیمتر در ثانیه کاهش دهید.
۱۲. تنظیمات Mesh Quality (کیفیت مش)
یکی از مهمترین جنبهها در بهبود کیفیت چاپ سهبعدی، کیفیت مش (Mesh) است. مشها نمایانگر سطح هندسی مدل هستند و باید بهطور دقیق تنظیم شوند. اگر مش دارای بخشهای معیوب (مثلاً holes یا inverted normals) باشد، چاپ با مشکلات زیادی روبهرو خواهد شد.
📌 پیشنهاد:
قبل از ارسال مدل برای چاپ، از نرمافزارهایی مانند Meshmixer و Netfabb برای تعمیر مشها استفاده کنید. این ابزارها به شما کمک میکنند تا Non-manifold edges و holes را شناسایی و برطرف کنید.
رفع مشکلات رایج چاپ سهبعدی
با وجود تمام تنظیمات و تکنیکها، ممکن است در فرآیند چاپ با مشکلاتی روبهرو شوید. در این بخش، به برخی از مشکلات رایج در چاپ سهبعدی و نحوه رفع آنها میپردازیم.
۱. Warping (تابخوردگی قطعه)
Warping یا تابخوردگی یکی از رایجترین مشکلات چاپ سهبعدی است که معمولاً در چاپ قطعات با فیلامنتهای ABS رخ میدهد. این مشکل زمانی ایجاد میشود که لایههای ابتدایی بهدرستی به بستر نچسبند و منقبض شوند.
📌 راهحلها:
از دمای بستر بالا (برای ABS دمای بستر باید 100 درجه سانتیگراد یا بیشتر باشد).
استفاده از چسب بستر (مانند Glue Stick یا Hairspray).
فعال کردن Brim یا Raft در Slicer.
۲. Stringing (رشتههای غیرضروری فیلامنت)
Stringing به خطوط نازکی از فیلامنت گفته میشود که بین بخشهای مختلف قطعه ایجاد میشود. این مشکل معمولاً زمانی رخ میدهد که ریترکشن بهدرستی تنظیم نشده باشد یا دمای نازل بسیار بالا باشد.
📌 راهحلها:
تنظیم ریترکشن و کاهش دمای نازل.
استفاده از Print Cooling Fan در هنگام چاپ قطعات کوچک و سریع.
۳. چسبیدن نادرست لایهها
اگر لایههای چاپی به درستی به هم بچسبند، ممکن است چاپ شما شکسته یا دچار Delamination شود. این مشکل معمولاً به دلیل تنظیمات دمای نازل یا سرعت چاپ نادرست بهوجود میآید.
📌 راهحلها:
کاهش سرعت چاپ در مناطقی که لایههای زیادی وجود دارند.
استفاده از دمای مناسب نازل و بستر.
۴. عدم چسبندگی به بستر (Bed Adhesion)
گاهی اوقات ممکن است قطعه چاپشده نتواند به بستر بچسبد که به دلیل عدم کالیبراسیون صحیح یا دمای نازل نادرست است.
📌 راهحلها:
بررسی کالیبراسیون بستر و استفاده از دمای مناسب بستر.
استفاده از چسب بستر و پوششهای مقاوم به حرارت.
ارزیابی کیفیت قطعات چاپشده
یکی از مراحل مهم بعد از هر پرینت سهبعدی، ارزیابی کیفیت قطعه است. شما باید بتوانید مشکلات احتمالی را شناسایی کرده و تنظیمات پرینتر را برای چاپهای بعدی بهبود دهید. این فرآیند نه تنها باعث صرفهجویی در وقت و مواد میشود، بلکه کیفیت نهایی پروژهها را نیز ارتقا میدهد.
۱. بررسی دقت ابعادی قطعه (Dimensional Accuracy)
دقت ابعادی در پرینت سهبعدی یک فاکتور کلیدی است. خطا در ابعاد میتواند باعث ناهماهنگی در قطعاتی شود که باید به هم متصل شوند یا روی هم جفت شوند. این خطا میتواند ناشی از کالیبراسیون نادرست پرینتر، تنظیمات اشتباه دما یا تنظیمات غیر مناسب سرعت چاپ باشد.
📌 راهحل:
برای بررسی دقت ابعادی، از کولیس دیجیتال (Digital Caliper) استفاده کنید و ابعاد اصلی قطعه را با ابعاد طراحیشده مقایسه کنید.
در صورتی که اختلاف ابعادی بیشتر از ۰.۲ میلیمتر باشد، باید تنظیمات پرینتر را اصلاح کنید.
📏 نکات برای بهبود دقت ابعادی:
از ارتفاع لایه کمتر (۰.۱ میلیمتر) استفاده کنید.
سرعت چاپ را کاهش دهید.
در نرمافزار Slicer، از Compensation برای تنظیم دقت ابعاد استفاده کنید.
۲. بررسی کیفیت سطح قطعه (Surface Finish)
یکی از مشکلات رایج در پرینت سهبعدی، وجود لایههای ناصاف است. این ناصافیها معمولاً به دلیل تنظیمات نادرست ارتفاع لایه، سرعت چاپ یا دمای نازل به وجود میآید.
📌 راهحل:
برای بررسی کیفیت سطح، باید قطعه را از نزدیک مشاهده کنید و مطمئن شوید که هیچ نقاط برجسته یا خطوط غیر ضروری وجود نداشته باشد.
اگر سطح ناصاف بود، از سنبادهکاری استفاده کنید یا از پردازش شیمیایی (Chemical Smoothing) برای صاف کردن سطح استفاده کنید.
📌 نکات برای بهبود کیفیت سطح:
از ارتفاع لایه کمتر استفاده کنید.
سرعت چاپ را کاهش دهید.
دمای نازل را با توجه به نوع فیلامنت بهینه کنید.
۳. ارزیابی استحکام و مقاومت قطعه
بسته به نوع پروژه، ممکن است نیاز به ارزیابی استحکام و مقاومت قطعه داشته باشید. برای قطعاتی که نیاز به استحکام بالا دارند (مانند قطعات مکانیکی)، باید از فیلامنتهای مقاومتر و تنظیمات دقیقتری استفاده کنید.
📌 راهحل:
برای تست استحکام، میتوانید قطعه را تحت فشار قرار داده یا در شرایط واقعی قرار دهید و بررسی کنید که آیا قطعه ترک میخورد یا شکسته میشود.
اگر قطعه ضعیف است، از فیلامنتهای مقاومتر مانند PETG یا Nylon استفاده کنید.
📌 نکات برای بهبود استحکام:
از Infill بیشتر (حدود ۴۰ تا ۶۰ درصد) استفاده کنید.
پشتیبانیهای اضافی مانند tree supports را برای نقاط ضعیف اضافه کنید.
فیلامنتهای با استحکام بالا را انتخاب کنید.
۴. رفع مشکلات و ارزیابی نتیجه پرینت
اگر در بررسیهای انجامشده مشکلی پیدا کردید (مانند stringing یا layer separation)، باید تکنیکهای اصلاحی برای رفع این مشکلات به کار ببرید. این شامل تنظیم دمای نازل، سرعت چاپ، ریترکشن، و استفاده از پشتیبانیهای مناسب میشود.
ارتقاء عملکرد پرینتر FDM
در این بخش، به بررسی چند تکنیک برای ارتقاء عملکرد پرینتر میپردازیم. این تکنیکها شامل بهبود پایداری و دقت پرینتر، افزایش طول عمر قطعات و بهینهسازی تنظیمات پرینتر میشوند.
۵. کالیبراسیون دقیق پرینتر
کالیبراسیون صحیح یکی از مهمترین اقدامات برای افزایش کیفیت چاپ است. پرینترهای FDM نیاز دارند که ارتفاع نازل و سطح بستر به دقت تنظیم شوند. هرگونه اشتباه در این تنظیمات میتواند باعث مشکلاتی مانند عدم چسبندگی لایهها و ترک خوردن قطعه شود.
📌 راهحل:
از صفحه کالیبراسیون خودکار یا ابزارهای دیجیتال برای کالیبراسیون دقیق استفاده کنید.
بررسی کنید که فاصله نازل از بستر بهدرستی تنظیم شده باشد.
۶. بازیابی سریع و تعمیر پرینتر
پس از مدت زمانی استفاده از پرینتر، قطعاتی مانند نازل، موتور، و بستر چاپ ممکن است فرسوده شوند. این قطعات میتوانند عملکرد پرینتر را کاهش دهند و منجر به چاپهای ناقص شوند.
📌 راهحل:
نازلها را بهطور دورهای تمیز یا تعویض کنید.
موتورهای اکسترودر و بستر چاپ را بررسی کرده و در صورت لزوم آنها را تعمیر یا تعویض کنید.
برای تمیزکاری و تعمیر پرینتر، از محلولهای مخصوص تمیز کردن نازل و روغنهای مخصوص برای موتورها استفاده کنید.
۷. ارتقای سیستم تهویه پرینتر
سیستم تهویه در پرینترهای FDM اهمیت زیادی دارد، بهویژه اگر از فیلامنتهای حساس به دما مانند ABS یا Nylon استفاده میکنید. دمای محیط میتواند تاثیر زیادی بر نتیجه نهایی چاپ داشته باشد.
📌 راهحل:
برای فیلامنتهای ABS، از یک کاور پلاستیکی یا کابینت مخصوص برای حفظ دمای محیط استفاده کنید.
همچنین، از فن خنککننده برای چاپ با PLA بهره ببرید.
۸. استفاده از نرمافزارهای Slicing با قابلیتهای پیشرفته
نرمافزارهای Slicer مانند Cura، PrusaSlicer و Simplify3D دارای تنظیمات پیشرفتهای هستند که میتوانند به شما در بهبود کیفیت چاپ کمک کنند. این نرمافزارها به شما اجازه میدهند که تنظیمات مختلفی مانند ارتفاع لایه، سرعت چاپ، درجه حرارت نازل و بستر را به دقت کنترل کنید.
📌 راهحل:
از PrusaSlicer یا Simplify3D برای کنترل دقیقتر تنظیمات پرینت استفاده کنید.
از تنظیمات پیشرفته مانند Adaptive Layer Height برای چاپ با کیفیت بالاتر در بخشهای حساس استفاده کنید.
جمعبندی: تکنیکها و تنظیمات دقیق برای چاپ سهبعدی با کیفیت بالا
در این مقاله، ۱۰ تکنیک کمهزینه برای بهبود کیفیت پرینت سهبعدی با پرینترهای FDM خانگی بررسی کردیم که به شما کمک میکند تا چاپهای باکیفیتتری داشته باشید. از انتخاب فیلامنت مناسب تا تنظیم دقیق دما، سرعت چاپ، و استفاده از پشتیبانیها، تمامی این تکنیکها به شما این امکان را میدهند که کیفیت قطعات چاپشده خود را بهبود بخشید.
این تکنیکها، نهتنها به افزایش دقت ابعادی و کیفیت سطح کمک میکنند، بلکه به شما اجازه میدهند تا هزینههای چاپ را کاهش دهید و مواد مصرفی را بهطور بهینهتری استفاده کنید.
برای رسیدن به نتایج عالی در پرینت سهبعدی، باید به تنظیمات پرینتر خود توجه ویژهای داشته باشید و مراحل بهینهسازی را به دقت دنبال کنید. همچنین، توجه به کالیبراسیون پرینتر و استفاده از نرمافزارهای مناسب میتواند به شما در دستیابی به نتایج نهایی مطلوب کمک کند.
سوالات متداول
❓ ۱. چگونه میتوان از مشکلات رایج مانند تابخوردگی (Warping) جلوگیری کرد؟
Warping معمولاً به دلیل سرد شدن سریع لایهها در فیلامنتهای حساس مانند ABS ایجاد میشود. برای جلوگیری از این مشکل، از دمای بستر بالا (حدود ۱۱۰ درجه سانتیگراد برای ABS)، استفاده از Brim یا Raft و کالیبراسیون دقیق بستر اطمینان حاصل کنید.
❓ ۲. آیا میتوان از فیلامنتهای غیرمعمول مانند Nylon یا TPU در پرینترهای FDM خانگی استفاده کرد؟
بله، پرینترهای FDM خانگی معمولاً از فیلامنتهای Nylon و TPU پشتیبانی میکنند، اما برای چاپ این فیلامنتها نیاز به تنظیمات خاصی مانند دمای نازل بالا و بستر گرم دارید.
❓ ۳. چرا لایههای پرینت سهبعدی صاف نمیشوند؟
مشکلات صافنبودن لایهها ممکن است به دلیل دمای نازل پایین، سرعت چاپ زیاد یا عدم استفاده از فن خنککننده باشد. برای جلوگیری از این مشکل، دمای نازل را مطابق با نوع فیلامنت تنظیم کرده و از فن خنککننده استفاده کنید.
❓ ۴. چه تنظیماتی باید برای فیلامنت PLA انجام دهم؟
برای PLA، دمای نازل باید بین ۱۹۵ تا ۲۱۰ درجه سانتیگراد و دمای بستر بین ۵۰ تا ۶۰ درجه سانتیگراد تنظیم شود. همچنین، سرعت چاپ باید حدود ۵۰ تا ۶۰ میلیمتر در ثانیه باشد.
دعوت به اقدام
اگر شما هم به دنبال بهبود کیفیت پرینتهای سهبعدی خود هستید و میخواهید از تکنیکهای کمهزینه و مؤثر استفاده کنید، حالا وقت آن است که پرینتر خود را به سطح جدیدی از دقت و کیفیت برسانید. برای شروع، تنظیمات پرینتر خود را بررسی کرده و از فیلامنتهای با کیفیت و تنظیمات بهینه استفاده کنید.
✅ اگر هنوز سوالی دارید یا به مشاوره در زمینه انتخاب پرینتر سهبعدی یا فیلامنتهای مناسب نیاز دارید، همین حالا با تیم پشتیبانی ما تماس بگیرید.
📞 مشاوره رایگان برای انتخاب بهترین تنظیمات و فیلامنتهای چاپ سهبعدی!
💻 از خدمات تعمیر و کالیبراسیون پرینتر ما بهرهمند شوید.
🛒 محصولات و فیلامنتهای باکیفیت را از فروشگاه آنلاین ما خریداری کنید.
چاپ دقیق، از تنظیمات دقیق شروع میشود! برای گرفتن بهترین نتیجه، امروز شروع کنید و از پرینتهای حرفهای لذت ببرید.