

اگر در حوزه طراحی صنعتی، مهندسی مکانیک یا ساخت قطعات سفارشی فعالیت داری، احتمالاً با پرینت سهبعدی و فرمت STL آشنا هستی.
اما چیزی که اغلب نادیده گرفته میشود، مرحلهی آمادهسازی دقیق فایل STL برای پرینت سهبعدی است — مرحلهای که اگر اشتباه انجام شود، ممکن است قطعه نهایی تغییر شکل دهد، دقت ابعادی از بین برود یا حتی چاپ ناقص شود.
در واقع، تفاوت بین یک قطعهی بینقص مهندسی و یک چاپ ناموفق، در همین چند مرحلهی ساده ولی حیاتی نهفته است.
در این مقاله، بهصورت کامل و کاربردی یاد میگیری:
فایل STL چیست و چه نقشی در فرآیند چاپ سهبعدی دارد
اشتباهات رایج در آمادهسازی فایل STL
چطور فایل را در نرمافزارهایی مثل Fusion 360، SolidWorks و Blender تنظیم کنی
بهترین تنظیمات مش (Mesh) برای قطعات مهندسی
و در نهایت، چطور خروجی بهینه برای دقت، استحکام و کیفیت سطح بالا بگیری
برای بررسی بیشتر کلیک کنید: پرینت سه بعدی FDM
فایل STL چیست و چرا برای پرینت سهبعدی اهمیت دارد؟
🔍 تعریف فایل STL
فرمت STL (Stereolithography) یکی از رایجترین و استانداردترین فرمتها برای پرینت سهبعدی است.
این فرمت در دهه ۸۰ میلادی توسط شرکت 3D Systems معرفی شد و امروز تقریباً تمام نرمافزارهای CAD و پرینترهای سهبعدی از آن پشتیبانی میکنند.
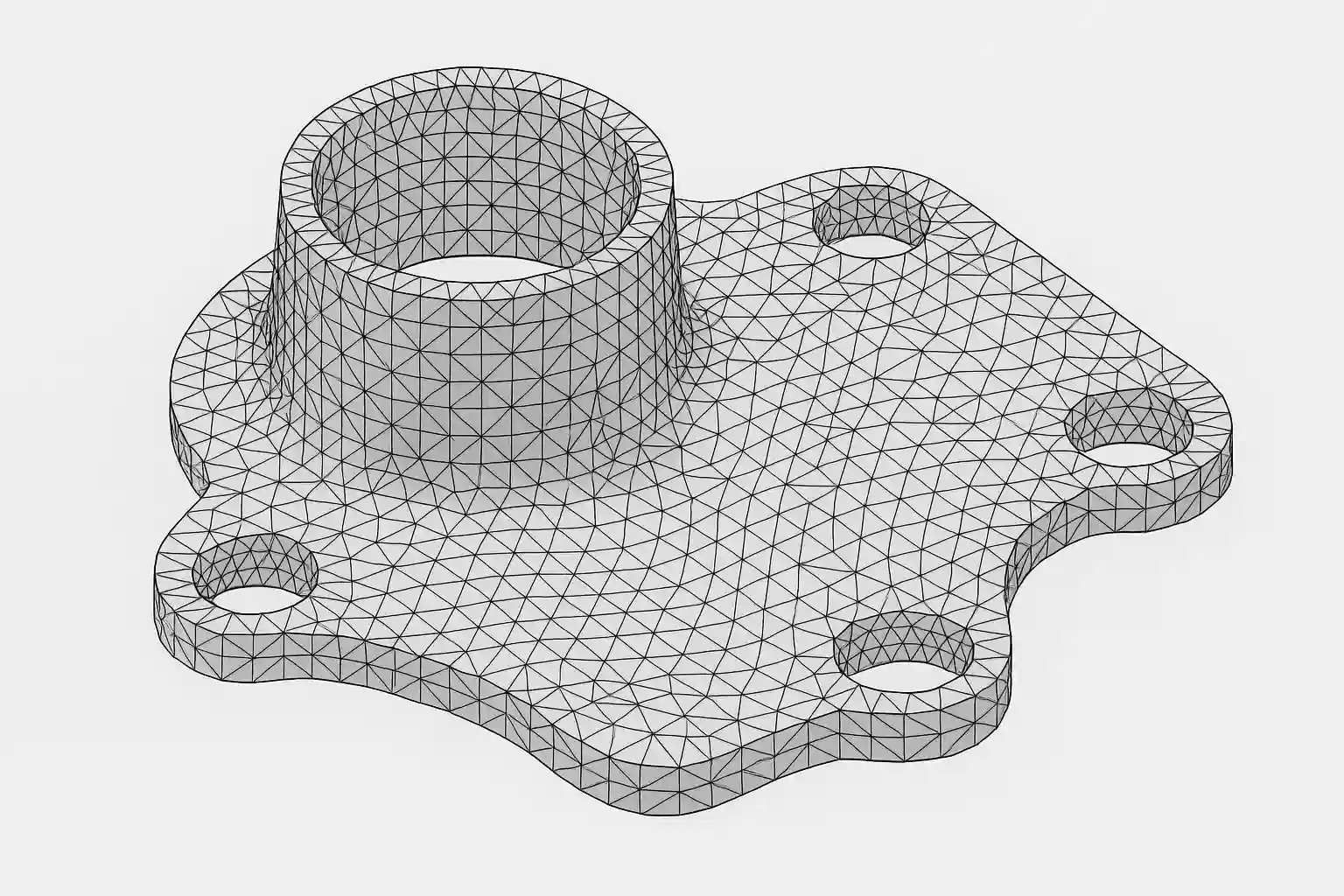
STL در واقع سطح مدل سهبعدی را با مثلثهای کوچک (Mesh Triangles) توصیف میکند.
هرچه تعداد این مثلثها بیشتر باشد، دقت مدل بالاتر میرود — اما در عوض حجم فایل هم افزایش پیدا میکند.
⚙️ چرا فایل STL مهم است؟
زیرا این فایل رابط بین مدل طراحیشده در نرمافزار CAD و نرمافزار چاپگر سهبعدی (Slicer) است.
اگر این فایل درست تنظیم نشود، حتی بهترین پرینترها هم نمیتوانند خروجی دقیقی تولید کنند.
برای مثال:
اگر جهت نرمال سطح (Normals) اشتباه باشد، قطعه ناقص چاپ میشود.
اگر ضخامت دیوارهها خیلی کم باشد، چاپگر نمیتواند آنها را بسازد.
اگر مش خراب باشد (non-manifold edges)، چاپ بهکلی شکست میخورد.
برای بررسی بیشتر کلیک کنید: خدمات پرینت سه بعدی SLS
💡 تفاوت STL با سایر فرمتها
| فرمت | ویژگی اصلی | استفاده معمول |
|---|---|---|
| STL | فقط هندسه سطحی | چاپ سهبعدی |
| OBJ | شامل رنگ و بافت | چاپهای هنری و رنگی |
| STEP / IGES | شامل دادههای CAD دقیق | طراحی مهندسی |
| 3MF | نسل جدید STL با پشتیبانی از رنگ، متریال و واحد اندازه | چاپهای صنعتی پیشرفته |
📌 نتیجه:
برای چاپ قطعات مهندسی دقیق، همچنان فرمت STL بهترین گزینه است، چون ساده، سبک و جهانی است.
مراحل آمادهسازی فایل STL برای پرینت سهبعدی
آمادهسازی فایل STL فقط ذخیرهکردن فایل از نرمافزار طراحی نیست!
بلکه باید چند مرحلهی کلیدی انجام شود تا خروجی پرینتر دقیق، تمیز و بدون خطا باشد 👇
🔹 مرحله ۱: بررسی مقیاس و واحد اندازه
یکی از اشتباهات رایج در بین مهندسان تازهکار این است که فایل STL را بدون توجه به واحد اندازه (میلیمتر، اینچ، سانتیمتر) خروجی میگیرند.
برای مثال:
اگر در SolidWorks با واحد میلیمتر طراحی کردی اما در نرمافزار Slicer فایل را با واحد اینچ باز کنی، مدل ۲۵.۴ برابر بزرگتر میشود!
📌 راهکار:
قبل از خروجی گرفتن، حتماً واحد را بررسی و روی میلیمتر (mm) تنظیم کن.
🔹 مرحله ۲: تنظیم دقت خروجی (Mesh Resolution)
در نرمافزارهای CAD هنگام Export کردن فایل STL معمولاً باید دو گزینه را تنظیم کنی:
Deviation (انحراف مجاز از سطح اصلی)
Angle Tolerance (زاویه بین مثلثها)
اگر مقدار Deviation زیاد باشد، فایل سبک میشود اما سطح قطعه صاف نخواهد بود.
اگر مقدارش خیلی کم باشد، فایل سنگین میشود ولی دقت سطحی بالا میرود.
📏 پیشنهاد برای قطعات مهندسی:
| نوع قطعه | Deviation | Angle |
|---|---|---|
| قطعات تزئینی | 0.05 mm | 10° |
| قطعات دقیق مکانیکی | 0.01 mm | 5° |
| قطعات خیلی حساس | 0.005 mm | 2° |
🔹 مرحله ۳: بررسی ضخامت دیوارهها
یکی از مهمترین نکات برای چاپ موفق، داشتن ضخامت مناسب در دیوارههاست.
اگر دیواره نازکتر از نازل چاپگر (مثلاً ۰.۴ میلیمتر) باشد، نرمافزار Slicer آن بخش را حذف میکند.
📌 توصیه حرفهای:
هیچ بخش مدل نباید از ۱.۲ برابر ضخامت نازل چاپگر کمتر باشد.
🔹 مرحله ۴: بررسی ناهماهنگی سطح (Mesh Errors)
حتی مدلهای حرفهای هم ممکن است هنگام Export به STL دچار خطا شوند.
این خطاها باعث میشن مدل بهصورت کامل چاپ نشود.
خطاهای رایج عبارتند از:
Non-Manifold Edges
Holes or Gaps
Inverted Normals
Overlapping Faces
🔧 ابزارهای رفع خطا:
Meshmixer (رایگان و قدرتمند)
Netfabb (ابزار رسمی Autodesk برای تعمیر فایلهای STL)
Blender > 3D Print Toolbox (افزونهی کاربردی برای بررسی مدلها)
🔹 مرحله ۵: تعیین موقعیت مدل برای چاپ
جهت قرارگیری مدل روی صفحه چاپ تأثیر زیادی روی دقت، زمان و استحکام قطعه دارد.
📏 قانون طلایی:
مدل را طوری بچرخان که:
بیشترین سطح تماس با Bed را داشته باشد.
کمترین نیاز به Support (پایه کمکی) ایجاد شود.
محور Z با بیشترین دقت پرینتر تنظیم شود.
برای مثال، اگر میخواهی یک چرخدنده دقیق چاپ کنی، آن را طوری قرار بده که محور آن عمود بر صفحه نباشد (تا حلقهها دقیقتر پرینت شوند).
بهترین نرمافزارها برای آمادهسازی و بهینهسازی فایل STL
انتخاب نرمافزار مناسب برای بررسی و ویرایش فایل STL یکی از مهمترین مراحل آمادهسازیه.
در ادامه چند ابزار قدرتمند و محبوب بین مهندسان و طراحان حرفهای رو معرفی میکنم 👇
🧩 ۱. Autodesk Meshmixer
یکی از قدرتمندترین ابزارهای رایگان برای بررسی، ترمیم و ویرایش فایلهای STL است.
📌 قابلیتهای کلیدی:
شناسایی و ترمیم خودکار خطاهای هندسی (Non-manifold, Holes)
تحلیل ضخامت دیوارهها
اصلاح جهت سطح (Normals)
تنظیم موقعیت مدل برای چاپ سهبعدی
💡 نکته: برای رفع سریع خطاها، از ابزار “Analysis > Inspector” استفاده کن — خودش بهصورت خودکار نقاط مشکلدار رو اصلاح میکنه.
🧰 ۲. Netfabb (Autodesk)
نسخهی حرفهایتر و صنعتیتر Meshmixer هست که مخصوص آمادهسازی فایل برای تولید دقیق طراحی شده.
📌 ویژگیها:
ترمیم خودکار و دستی مشها
اصلاح فایلهای بزرگ CAD
پشتیبانی از فرمتهای STL، 3MF و AMF
بررسی دقت ابعادی با گزارش دقیق
📊 کاربرد صنعتی:
اگر برای شرکت یا پروژه صنعتی چاپ میکنی، Netfabb یکی از بهترین گزینههاست چون خروجی STL کاملاً دقیق و بدون خطا تحویل میده.
🧠 ۳. Blender (بهویژه با افزونه 3D Print Toolbox)
Blender فقط نرمافزار مدلسازی نیست؛ با افزونه مخصوص چاپ سهبعدی میتونی مدلها رو از نظر هندسی، ضخامت و ناهماهنگی بررسی کنی.
📌 ویژگیها:
محاسبه حجم، سطح و ضخامت
بررسی زاویههای تند (Overhangs)
شناسایی faces معیوب
تنظیمات خودکار برای STL Export
💡 اگر از Blender برای طراحی اولیه استفاده میکنی، این افزونه رو فعال کن:Edit > Preferences > Add-ons > 3D Print Toolbox
⚙️ ۴. Fusion 360
برای مهندسان مکانیک و طراحان صنعتی، Fusion 360 انتخابی بیرقیبه.
این نرمافزار هم طراحی CAD انجام میده و هم خروجی STL دقیق میسازه.
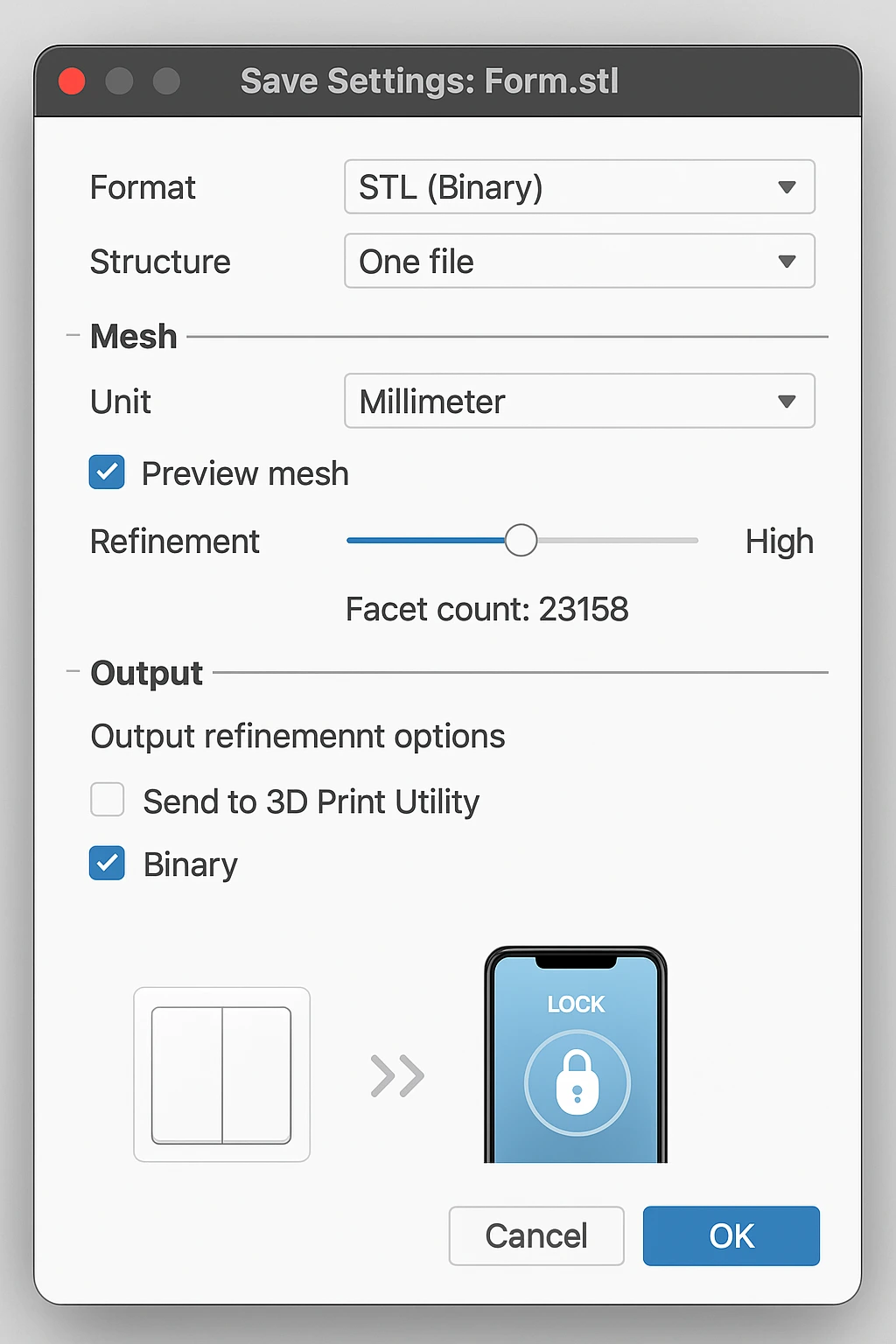
📌 نکات تنظیمات STL در Fusion 360:
هنگام خروجی گرفتن از مسیر:Make > 3D Print
گزینههای زیر رو تنظیم کن:
Refinement: High
Format: Binary
Preview Mesh: فعال باشد
Send to 3D Print Utility: غیرفعال
📏 توصیه مهندسی:
در قطعات دقیق (مثل چرخدنده، نگهدارنده، یاتاقان و…) همیشه Deviation را روی 0.01 و Angle را روی 5 تنظیم کن.
تنظیمات مهم در نرمافزار Slicer برای دقت بالا
بعد از آمادهسازی فایل STL، نوبت به تنظیمات نرمافزار Slicer میرسه — جایی که فایل سهبعدی به لایههای قابلچاپ تبدیل میشه.
این مرحله بیشترین تأثیر رو روی کیفیت نهایی قطعه داره 👇
🎯 ارتفاع لایه (Layer Height)
یکی از اصلیترین پارامترها برای دقت ابعادی و کیفیت سطح است.
| نوع چاپ | ضخامت لایه (mm) | توضیح |
|---|---|---|
| چاپ سریع | 0.25–0.3 | برای مدلهای آزمایشی و پروتوتایپ سریع |
| چاپ دقیق | 0.1–0.15 | برای قطعات مکانیکی |
| چاپ فوقدقیق | 0.05 | برای قطعات حساس یا تزئینی |
📌 قاعده طلایی: هرچه لایه نازکتر باشد، جزئیات بیشتر ولی زمان چاپ طولانیتر خواهد شد.
🧱 ضخامت دیواره (Wall Thickness)
برای چاپ قطعات مهندسی، ضخامت دیواره باید حداقل ۲ تا ۳ برابر قطر نازل چاپگر باشد.
مثلاً برای نازل ۰.۴ میلیمتری:
Wall Thickness = 1.2 mm
این تنظیم باعث افزایش استحکام و جلوگیری از ترک در قطعات میشود.
🪜 Infill Density (تراکم داخلی قطعه)
این گزینه تعیین میکند فضای داخل قطعه چقدر پر باشد.
| نوع قطعه | درصد Infill | نوع الگو |
|---|---|---|
| نمونههای اولیه | 10–20٪ | Lines یا Grid |
| قطعات کاربردی | 40–60٪ | Gyroid یا Cubic |
| قطعات باربر | 70–100٪ | Honeycomb یا Solid |
💡 نکته حرفهای: برای قطعات مکانیکی که فشار یا حرارت میگیرند، از الگوی Gyroid استفاده کن — سبک و مقاوم است.
🔥 دمای نازل و بستر (Temperature Settings)
دما باید متناسب با جنس فیلامنت تنظیم شود.
در قطعات دقیق، پایداری ابعادی به کنترل دمای مناسب بستگی دارد.
| متریال | دمای نازل (°C) | دمای بستر (°C) |
|---|---|---|
| PLA | 200–210 | 50–60 |
| ABS | 230–250 | 90–110 |
| PETG | 230–240 | 70–90 |
| Nylon | 240–260 | 80–100 |
📌 برای جلوگیری از تاب خوردگی (Warping) حتماً از چسب بستر (Adhesive) یا Brim استفاده کن.
🧭 جهت چاپ و پشتیبانها (Supports)
جهت چاپ تأثیر زیادی روی دقت و کیفیت سطح دارد.
💡 نکات مهم:
همیشه سطوح مهم قطعه را در تماس مستقیم با Bed نگذار.
در نرمافزار، گزینهی Support Touching Buildplate Only را انتخاب کن تا فقط زیر بخشهای ضروری پشتیبان ساخته شود.
زاویهی Overhang کمتر از ۴۵ درجه نیاز به Support ندارد.
📏 جبران خطای ابعادی (Dimensional Accuracy)
پرینترهای FDM ممکن است بین ۰.۱ تا ۰.۳ میلیمتر خطای ابعادی داشته باشند.
برای قطعاتی که باید دقیق جفت شوند (مثل قاب، گیره یا چرخدنده):
همیشه در طراحی CAD ابعاد را ۰.۲ تا ۰.۳ میلیمتر بزرگتر یا کوچکتر بگیر تا پس از چاپ دقیق جا بخورد.
تکنیکهای حرفهای برای بهبود کیفیت چاپ (Post-Processing)
حتی اگر فایل STL کاملاً درست آماده شده باشد، همیشه میتوان با چند مرحله ساده کیفیت نهایی را بهطور چشمگیری افزایش داد.
در صنعت چاپ سهبعدی، این مرحله را پردازش پس از چاپ (Post-Processing) مینامند.
✨ ۱. حذف پایهها (Supports) با دقت
بعد از اتمام چاپ، پایهها را با ابزار مناسب (سیمچین یا انبر) جدا کن.
اگر پایهها زیاد سفت هستند، از حرارت ملایم سشوار صنعتی یا آب گرم (در PLA) استفاده کن تا راحتتر جدا شوند.
📌 نکته:
هیچوقت پایهها را با فشار زیاد جدا نکن — ممکن است به سطح قطعه آسیب برسد.
🪶 ۲. سنبادهکاری تدریجی (Sanding)
برای داشتن سطحی صاف و براق، از سمباده با شمارههای مختلف استفاده کن:
شروع با ۲۰۰–۳۰۰
سپس ۴۰۰–۶۰۰
در نهایت ۱۰۰۰–۲۰۰۰ برای صیقلیکردن نهایی
💡 ترفند: سمباده را کمی مرطوب کن تا سطح نرمتر شود و خطوط لایهها محو شوند.
🧴 ۳. پرداخت شیمیایی (Chemical Smoothing)
برای متریالهایی مثل ABS میتونی از بخار استون (Acetone Vapor Smoothing) استفاده کنی.
این روش باعث میشه سطح قطعه کاملاً براق و یکدست بشه، درست مثل قالب تزریقی صنعتی.
⚠️ هشدار: این روش فقط در محیط تهویهدار و با تجهیزات ایمنی انجام شود.
🎨 ۴. رنگ و پوشش سطح
اگر قطعهت کاربرد تزئینی یا نمایشی دارد، میتونی از پرایمر و رنگ اسپری مخصوص ABS یا PLA استفاده کنی.
برای قطعات صنعتی، پوشش اپوکسی یا رزین شفاف باعث مقاومت بیشتر و زیبایی میشه.
🔩 ۵. مونتاژ و چسبکاری
در قطعات چندبخشی، برای اتصال از چسبهای مخصوص هر متریال استفاده کن:
| متریال | نوع چسب پیشنهادی |
|---|---|
| PLA | چسب سیکلوهگزانون یا قطرهای (Super Glue) |
| ABS | چسب ABS Cement یا استون |
| PETG | اپوکسی دو جزئی |
خطاهای رایج در چاپ سهبعدی و نحوه رفع آنها
حتی با فایل STL عالی، ممکنه در حین چاپ مشکلاتی پیش بیاد.
در ادامه، مهمترین خطاها و راهحلهای حرفهای رو آوردم 👇
⚠️ خطای ۱: تاب خوردگی قطعه (Warping)
📍 علت: سرد شدن سریع لایههای اولیه یا عدم چسبندگی مناسب به بستر
📏 راهحلها:
استفاده از چسب بستر (Glue Stick یا اسپری 3D Adhesive)
گرم کردن Bed تا دمای مناسب
فعال کردن Brim یا Raft در Slicer
⚠️ خطای ۲: خطوط روی سطح (Layer Lines)
📍 علت: ارتفاع لایه زیاد یا نوسان دما
📏 راهحلها:
کاهش Layer Height به 0.1 mm
ثابت نگه داشتن دمای نازل
کاهش سرعت چاپ به ۴۰–۵۰ mm/s
⚠️ خطای ۳: شکاف بین لایهها (Layer Separation)
📍 علت: چسبندگی ضعیف لایهها در متریالهایی مثل ABS
📏 راهحلها:
افزایش دمای نازل
بستن درب پرینتر برای حفظ دمای محیط
فعالسازی گزینه “Combine Infill & Perimeter” در Slicer
⚠️ خطای ۴: ابعاد نادرست یا قطعه بیش از حد سفت/شل
📍 علت: جمعشدگی متریال هنگام خنک شدن یا تنظیم نادرست Flow Rate
📏 راهحلها:
در CAD ابعاد قطعه را ۰.۲ تا ۰.۳ میلیمتر بزرگتر طراحی کن.
در Slicer مقدار Flow Rate را روی ۹۸–۱۰۰٪ تنظیم کن.
در صورت تکرار خطا، پرینتر را کالیبره کن.
بررسی و ارزیابی دقت ابعادی پس از چاپ
برای پروژههای مهندسی، کنترل دقت ابعادی (Dimensional Accuracy) حیاتی است.
🔍 مراحل ارزیابی دقت:
اندازهگیری ابعاد کلیدی با کولیس دیجیتال (Digital Caliper).
مقایسه با مدل CAD اولیه.
محاسبه درصد خطا:
خطا (%)=∣اندازهواقعی−اندازهطراحی∣اندازهطراحی×100\text{خطا (\%)} = \frac{|اندازه واقعی – اندازه طراحی|}{اندازه طراحی} \times 100
اگر خطا بیش از ۱٪ بود، باید تنظیمات Slicer یا ابعاد CAD اصلاح شود.
📊 میانگین خطای قابل قبول:
| متریال | تلورانس (mm) | توضیح |
|---|---|---|
| PLA | ±0.1 | بسیار دقیق |
| ABS | ±0.2 | متوسط |
| PETG | ±0.15 | پایدار |
| Nylon | ±0.3 | انعطافپذیر ولی خطاپذیر |
🧠 نکته طلایی برای قطعات دقیق
اگر چند قطعه باید در هم جا بخورن (مثلاً محور و بوش)، همیشه یکی را ۰.۲ تا ۰.۳ میلیمتر بزرگتر طراحی کن و بعد از چاپ، با سنباده یا سوهان ریز تنظیم نهایی انجام بده.
سوالات متداول درباره آمادهسازی فایل STL برای پرینت سهبعدی
در این بخش به متداولترین سوالاتی پاسخ میدیم که کاربران و طراحان در گوگل دربارهی فایل STL و چاپ دقیق مهندسی جستجو میکنن 👇
❓۱. بهترین تنظیمات Export برای فایل STL چیست؟
بهترین تنظیمات بستگی به نوع قطعه داره، اما برای قطعات دقیق مکانیکی، پیشنهاد میشه:
Deviation: حدود 0.01 میلیمتر
Angle: بین 3 تا 5 درجه
Format: Binary (برای حجم کمتر و سرعت بالاتر)
این تنظیمات تعادل بین دقت و حجم فایل رو برقرار میکنن.
❓۲. چطور خطاهای فایل STL (مثل Non-Manifold یا Holes) رو برطرف کنیم؟
بهترین نرمافزارها برای ترمیم فایل STL عبارتاند از:
Meshmixer → ابزار Inspector برای تعمیر خودکار
Netfabb → رفع دقیقتر برای فایلهای صنعتی
Blender 3D Print Toolbox → تشخیص هندسههای اشتباه و اصلاح دستی
حتماً بعد از اصلاح فایل رو مجدداً در Slicer بازبینی کن تا مطمئن شی مشکلی باقی نمونده.
❓۳. تفاوت STL ASCII و Binary در چیه؟
هر دو فرمت دادههای هندسی رو ذخیره میکنن، اما تفاوتشون در حجم و سرعت پردازشه:
ASCII: فایل متنی، حجم بالا، قابلخواندن با Notepad
Binary: فایل فشردهتر و سریعتر برای پردازش در چاپگر
📌 برای چاپ سهبعدی حرفهای همیشه از فرمت Binary STL استفاده کن.
❓۴. چگونه STL را برای چاپ قطعات دقیقتر بهینه کنیم؟
سه نکته حیاتی:
کاهش ارتفاع لایه (Layer Height) در Slicer
تنظیم دقیق قطر نازل و سرعت چاپ
بررسی و اصلاح جهت چاپ (Orientation) برای کمترین میزان Support
❓۵. آیا میتوان STL را دوباره به فایل CAD تبدیل کرد؟
بله، اما نه بهصورت کامل و دقیق.
STL دادههای سطحی داره، نه پارامتریک.
میتونی با نرمافزارهایی مثل Fusion 360 یا FreeCAD مدل STL رو به BRep (Boundary Representation) تبدیل کنی، اما هندسههای پیچیده ممکنه نیاز به بازطراحی داشته باشن.
جمعبندی: آمادهسازی STL؛ گام طلایی برای چاپ دقیق مهندسی
در دنیای پرینت سهبعدی، فقط داشتن پرینتر خوب کافی نیست؛
رمز موفقیت در فایل STL درست، دقیق و بهینه نهفته است.
با رعایت اصولی که در این مقاله یاد گرفتی:
✅ دقت ابعادی چاپ بالا میره
✅ خطاهای چاپ و شکست مدل کاهش پیدا میکنه
✅ سطح قطعه صافتر و مقاومتر میشه
✅ و زمان و هزینه پرینت تا حد زیادی کاهش پیدا میکنه
💬 «چاپ دقیق، از طراحی دقیق شروع میشه — و طراحی دقیق، یعنی STL بهینه!»
🔔 دعوت به اقدام
اگر در حال کار روی پروژه صنعتی یا طراحی قطعات مکانیکی هستی و میخوای خروجی پرینت سهبعدیت دقیق و حرفهای باشه 👇
✅ میتونی از سرویسهای تبدیل و اصلاح فایل STL ما استفاده کنی.
✅ کارشناسان فنی ما فایلهاتو بررسی و برای چاپ صنعتی آماده میکنن.
✅ یا اگر خودت چاپ میکنی، همین امروز نرمافزارهای Meshmixer و Netfabb رو نصب کن و فایلهاتو مثل یک مهندس حرفهای بهینه کن.
📞 برای مشاوره رایگان با متخصصان چاپ سهبعدی تماس بگیر و اولین قدم به سمت چاپ حرفهای و دقیق رو بردار.